Любой товар вы можете купить в рассрочку. Доступные способы расчета.
Важно!
Описание и характеристики получены из открытых источников, в том числе с официальных сайтов и из каталогов. Мы не можем гарантировать 100%-ную точность и полноту описаний товаров. Обязательно уточняйте у менеджера важные для Вас параметры и осматривайте товар при получении.
Описание Сварочный полуавтомат Invermig 350E с отд. МП
Промышленный трёхфазный инверторный сварочный полуавтомат FOXWELD INVERMIG 350E с синергетическим управлением и отдельным механизмом подачи сварочной проволоки предназначен для использования в отраслях по производству металлоконструкций, в сервисных металлоцентрах, на предприятиях, заводах и фабриках. FOXWELD INVERMIG 350E позволяет производить сварку изделий из низкоуглеродистой и легированной стали. Синергетическая система управления в режиме полуавтоматической сварки, отдельный внешний 4-роликовый полноприводный механизм подачи сварочной проволоки с собственной панелью управления и возможность подключения блока жидкостного охлаждения подойдут для работы в монтажных условиях и на крупных производствах. Интуитивно понятное управление сварочными параметрами, удобный интерфейс с необходимыми регулировками способствуют получению отличного качества сварочных швов.
РАБОТА БЕЗ ОСТАНОВКИ
Параметр ПВ 100% на максимальном токе при КПД 85% обеспечивает бесперебойную устойчивую работу сварочного аппарата в течении всего рабочего дня. Это позволяет производить безостановочный сварочный процесс и выполнять работы, которые требуют больших временных затрат, что повышает скорость и производительность.
ПАНЕЛЬ УПРАВЛЕНИЯ НА МЕХАНИЗМЕ ПОДАЧИ
Отдельный внешний механизм подачи сварочной проволоки оборудован собственной панелью управления с синергетикой. Синергетический режим управления сварочным процессом на МП отлично подойдёт при работе в монтажных условиях, когда источник питания и механизм подачи находятся на расстоянии.
4-РОЛИКОВЫЙ МЕХАНИЗМ ПОДАЧИ
4-роликовый полноприводный механизм подачи сварочной проволоки позволяет подавать проволоку в область сварки без рывков и проскальзываний, особенно при использовании длинных сварочных горелок. Также 4 ролика обеспечивают меньшее давление и деформацию сварочной проволоки, что критически важно для качественной и стабильной сварки.
СИНЕРГЕТИЧЕСКИЙ РЕЖИМ УПРАВЛЕНИЯ
Режим синергетики позволяет сэкономить время и получить качественное сварное соединение даже новичку, так как основные параметры подбираются автоматически с возможностью тонкой ручной подстройки сварочного процесса.
УВЕЛИЧЕННЫЙ СРОК СЛУЖБЫ
Сварочный аппарат исполнен в качественном и надёжным корпусе и рассчитан на интенсивную ежедневную эксплуатацию на максимальном токе. Источник питания относится к классу профессионального и надёжного оборудования. Высокая культура производства завода изготовителя, надёжные и мощные компоненты аппарата, грамотная и продуманная система отвода тепла, проверенная временем и надёжная схемотехника инвертора на IGBT транзисторах гарантируют жизненный цикл аппарата не менее 10 лет.
Преимущества:
Возможность сварки без газа самозащитной проволокой
Отдельный 4-роликовый полноприводный механизм подачи с собственным управлением
ПВ при максимальном токе 100%
Режимы работы горелки 2T, 4T, SP4T, SPOT
Контролируемая сварка при меняющемся зазоре
Равномерная чешуйчатость создает хороший внешний вид шва
Идеальная сварка тонких листов из нержавеющей стали
Меньшая деформация благодаря концентрированной сварочной дуге
Быстрая сварка без подрезов, брызг и доработок
Отличное перекрытие зазора
РЕЖИМ MIG/MAG
режим сварки без газа самозащитной проволокой; диаметр сварочной проволоки: 0,8 / 1,0 / 1,2 / 1,6 мм; возможность выбора типа проволоки; возможность выбора типа защитного газа; диапазон регулировки сварочного тока 30 - 350 А; режимы работы горелки: 2Т/4Т/SP4T/SPOT; 4-роликовый механизм подачи проволоки
РЕЖИМ MMA
возможность работать электродами диаметром от 1,6 до 6 мм; диапазон регулировки сварочного тока 20 - 350 А; функция Antisticking (антиприваривание) с возможностью отключения; функция Arc Force (форсаж дуги) с возможностью регулировки; функция Hot Start (горячий старт) с возможностью регулировки
ДОПОЛНИТЕЛЬНЫЕ РЕЖИМЫ УПРАВЛЕНИЯ
• 2Т - двухтактный режим работы горелки («быстрый») - при нажатии кнопки на горелке начинается цикл сварки, отпускаете – заканчивается. • 4Т - двухтактный режим работы горелки («долгий») обычно используется для сварки длинных швов. Однократное нажатие кнопки запускает сварочный процесс, при этом постоянно держать кнопку не нужно, второе нажатие останавливает сварочный процесс. • S4T (SPECIAL 4T) - специальный четырёхтактный многоуровневый режим процесса сварки с возможностью установки стартового тока и тока заварки кратера. При кратковременных нажатиях реализуется ток разной мощности. • SPOT – сварка по заданному времени, после нажатия на кнопку дуга горит установленное время и затем перестаёт гореть. Удобно для сварки одиночными точками или прихватками. • Soft Start позволяет установить замедленную скорость подачи проволоки до начала процесса сварки для обеспечения плавного зажигания дуги. Задается в процентном отношении к скорости подачи проволоки. • Burn Back – отжиг проволоки. Позволяет устанавливать время горения дуги, предупреждая возможность прилипания проволоки в конце сварочного процесса, а также устанавливать длину проволоки, поступающей из горелки по окончании горении дуги, осуществляя задержку отключения сварочного напряжения после остановки подачи проволоки.
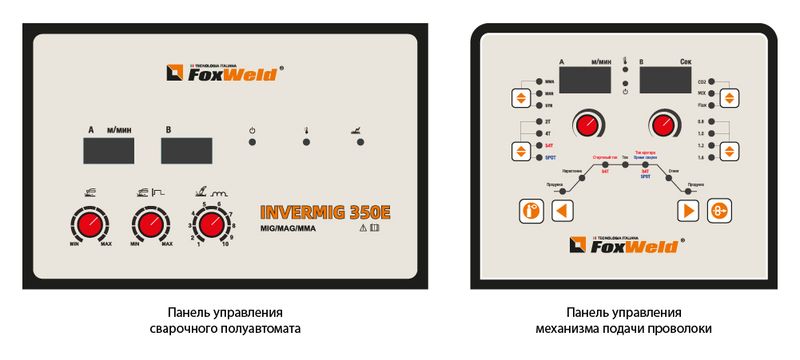
ОРГАНЫ УПРАВЛЕНИЯ И ИНДИКАЦИИ
Сварочный аппарат оборудован двумя панелями управления – на сварочном источнике и на отдельном механизме подачи сварочной проволоки.
На панели управления источника питания расположены 2 цифровых дисплея, которые отображают скорость подачи проволоки, значения сварочного тока, сварочного напряжения и функции Arce Force. С помощью трёх ручек можно регулировать сварочный ток в режиме MMA, функцию Arc Force и индуктивность в режиме MIG/MAG.
Панель управления механизма подачи включает в себя 2 цифровых дисплея для отображения скорости подачи проволоки, значений сварочного тока, сварочного напряжения и параметров сварки. 2 ручки регулируют скорость подачи проволоки, ток сварки, сварочное напряжение и параметры сварки. Различные режимы можно переключать с помощью специальных кнопок. Наглядная циклограмма показывает индикацию таких процессов как продувка, нарастание, стартовый ток, тока кратера, время сварки и отжиг.
РЕГУЛИРОВКИ МЕХАНИЗМА ПОДАЧИ ПРОВОЛОКИ
1. Цифровой дисплей скорости подачи проволоки отображает установленные значения скорости подачи проволоки в режиме настройки. В режиме сварки отображает фактические значения.
2. Цифровой дисплей сварочного напряжения и параметров сварки отображает установленные значения в режиме настройки. В режиме сварки отображает значения сварочного напряжения.
6. Клавиша выбора режимов управления сварочным процессом: • 2Т: 2-х тактный режим («быстрый») - при нажатии кнопки на горелке начинается цикл сварки, отпускаете - заканчивается. • 4Т: 4-х тактный режим («долгий»). Обычно используется для сварки длинных швов. При кратковременном нажатии кнопки на горелке начинается сварочный процесс, при повторном кратковременном нажатии - заканчивается. • Кратер. Позволяет установить значение скорости подачи проволоки и напряжения в конце сварочного процесса, тем самым помогая избежать появления воронки в конце сварного шва. При кратковременном нажатии кнопки на горелке начинается сварочный процесс, при повторном нажатии активируется функция «заварка кратера», при отпускании кнопки - заканчивается процесс сварки. • Функция «сварка по времени». Позволяет установить время горения сварочной дуги.
9. Предварительная продувка газа - позволяет настраивать время обдува газом до зажигания дуги. Обеспечивает подачу газового потока в горелку и подготовку зоны сварки.
10. Время нарастания скорости подачи проволоки. Позволяет задавать постепенное изменение между значениями скорости подачи проволоки при зажигании дуги и скоростью подачи в процессе сварки.
11. Основное значение скорости подачи проволоки.
12. (Сварка по времени) / Кратер (функция «заварка кратера»). Отображает значение параметра в зависимости от выбранного режима управления сварочным процессом.
13. Отжиг - позволяет устанавливать время горения дуги, предупреждая возможность прилипания проволоки в конце сварочною процесса, а также устанавливать длину проволоки, поступающей из горелки по окончании горении дуги, осуществляя задержку отключения сварочного напряжения после остановки подачи проволоки.
14. Заключительная продувка газа - позволяет настраивать время обдува газом после сварки. Чтобы избежать окисления разогретой детали.
17. Индикатор ошибки: когда загорится лампочка данною индикатора, необходимо выключить и снова включить аппарат. Если после этого индикатор продолжает работать, пожалуйста, обратитесь в сервисный центр.
18. Soft Start: позволяет установить замедленную скорость подачи проволоки до начала процесса сварки, для обеспечения плавного зажигания дуги (находится внутри корпуса над механизмом подачи проволоки). Задается в процентном отношении к скорости подачи проволоки.
• ФУНКЦИЯ «ЗАВАРКА КРАТЕРА» Эта функция уменьшает ток на последнем этапе процесса сварки, чтобы получить оптимальное заполнение кратера, который формируется в конце сварного шва из-за чрезмерно быстрого охлаждения. Она идеально подходит для сварки деталей, которые в процессе эксплуатации должны подвергаться давлению или нагрузкам.
Применение:
Металлургия
Машиностроение
Сервисные металлоцентры
Ремонт и восстановление
Производство металлоконструкций
КОМПЛЕКТАЦИЯ:
• Сварочный полуавтомат Foxweld INVERMIG 350E – 1 шт.; • Механизм подачи сварочной проволоки с кронштейном для крепления горелки – 1 шт.; • Клемма заземления 300 А, 50 мм², 3 м – 1 шт.; • Кабель управления с воздушным охлаждением, 5 м – 1 шт.; • Наконечник М8х1,0 мм для стали – 2 шт.; • Наконечник М8х1,2 мм для стали – 2 шт.; • Ролик с V-образной канавкой 0,8/1,0 мм – 2 шт.; • Ролик с V-образной канавкой 1,0/1,2 мм (внутри МП) – 2 шт.; • Предохранитель 3,15 А – 5 шт.; • Редуктор с подогревателем – 1 шт.; • Хомут для газовых шлангов – 2 шт.; • Инструкция – 1 шт.; • Гарантийный талон – 1 шт.
Отзывы о Сварочный полуавтомат Invermig 350E с отд. МП
0
5
0
4
0
3
0
2
0
1
0
Нет отзывов об этом товаре.
Написать отзыв
Вопросы и ответы (FAQ) Сварочный полуавтомат Invermig 350E с отд. МП